Moving forward from the lessons learnt during the draft of the interdisciplinary object, the process of creating a final skin for the object required rearranging of steps and tweaks to the chosen methods of metal shaping. In order to be more precise in metal shaping, lines were again marked out onto the aluminium metal sheet to mark where the shape bends, creases and curves. However this time, the exact movements of the central curve were also measured and marked out. It was found that the central shaft of the shovel object straightens for 10cm before angling inwards as it reaches the second bend line of the shovel tray. This therefore created a shape which had a difference in width of the central shaft to be 0.5cm's on each side and would begin to merge inwards. In addition, it was also found that the height of the central curved shaft also reduces and flattens as it approaches the second bend of the shovel tray.
Template was placed over sheet to mark movement points
Line markings to dictate movement of central curve
The first step in shaping of the metal sheet was to implement the three bends in the profile of the sheet, creating the 'dip' of the shovel tray. This was achieved by placing the metal sheet into the metal bending brake and bending it slightly upwards along the marked crease lines.
Metal sheet in metal bending brake
By creating bends to the metal sheet before creating any other changes to the structure or shape of the aluminium, the would be no need to create bends later on during the process. It would also be easier to create the final shape of the skin, as it was impossible to create the bends after previously creating the central curve (as learnt during the draft experimentation). Additionally, by creating bends to the shape of the metal, it would retain its shape and provide a visual indication (as opposed to merely marked guide lines) of the areas of the metal that would be required to 'move'.
The next required step was to create the central curve of the shape. Similar to the process undertaken during the draft shape, this was achieved by using the small end of a bossing mallet to hit the metal into a sandbag, creating a line of 'dents' along the marked area of the sheet. In order to further the depth and shape of the curve the metal sheet was hit into two pieces of timber held in place using G clamps, accentuating the depth of the curve.
Timber squares G Clamped down spaced in accordance to curve width
The timber squares were angled inwards, mimicking the shape of the shovel shaft
In order to prevent the metal from stretching / moving in the wrong direction, a solid definition along the edges of the central curve would needed to be made. This was achieved by placing a tall piece of timber inside a vice, allowing the metal sheet to be hung off the edge and hit using a rubber mallet with a pointed edge.
Timber piece in vice and pointed edge rubber mallet
Metal sheet hit against edge of timber piece to define junction
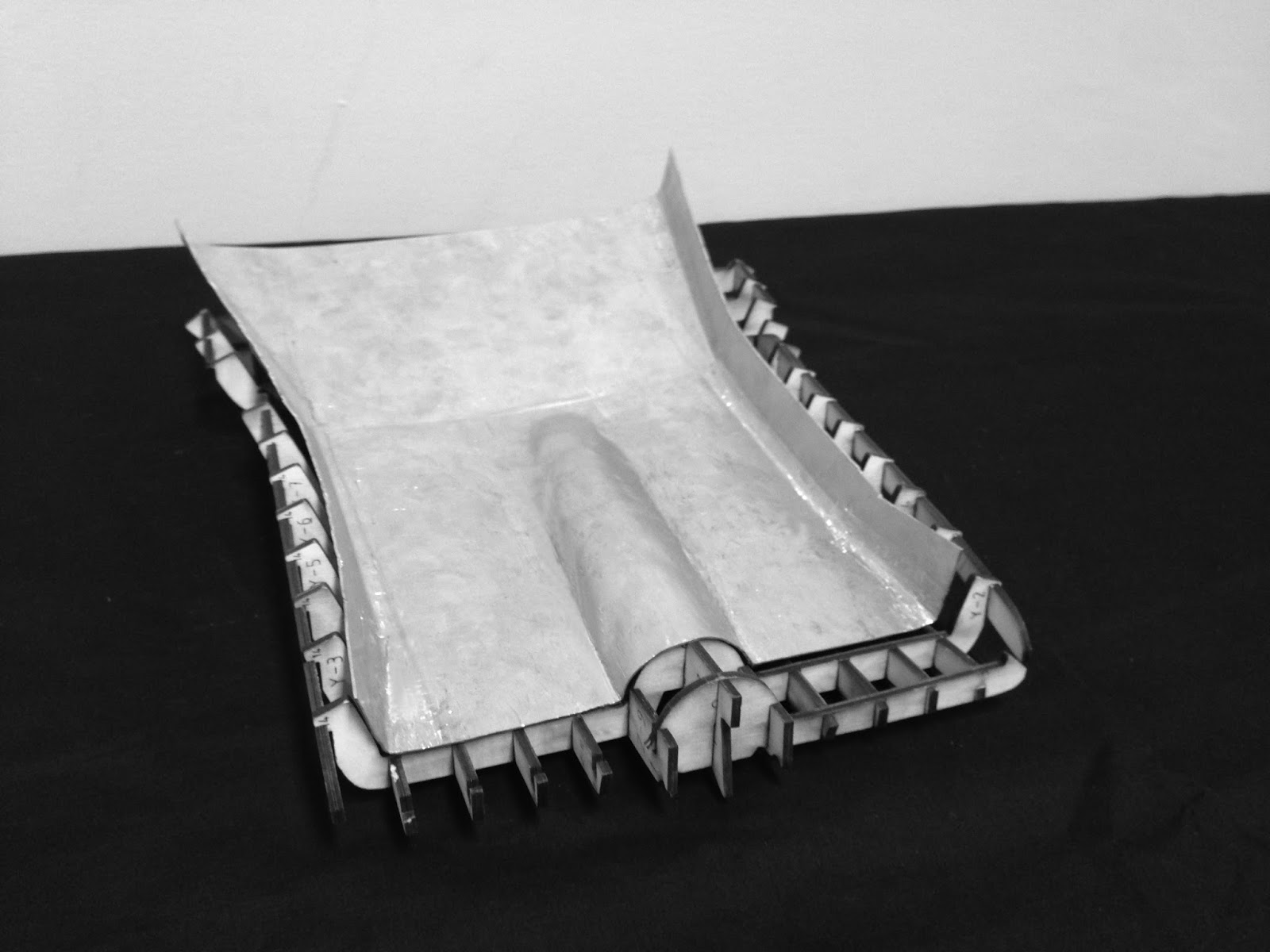
Once the edge and rough shape of the shovel shaft was established, the depth of the dip needed to match that of the shape, in order to achieve a fit with the skin. By taking the metal sheet back to the two timber G clamp pieces, the aluminium sheet was hit constantly against it creating further depth to the curve. Simultaneously, this was measured up against a slice of the laser cut template in order to achieve the correct depth, radius and curvature of the central curve.
By matching up the template and shape the side gaps were reduced
Depth of curve was increased and sides were 'pushed' inwards to meet shape
Once the skin of the central curve was almost to completion, edges the metal sheet had to be bent inwards in order to create the side 'flaps' / 'wings'. Similar to how an actual shovel is manufactured; using machinery to press steel, this same concept was incorporated to the bending of the metal skin. In order to determine the edges and lines along which the metal sheet would be bend, the laser cut object was placed on top of the metal skin and the points at which the sheet moves / bends were dotted. By joining of the dots at which there is movement, guide lines were marked out.
Bend lines were marked out
Returning to the metal bending brake, the previously marked lines were bent upwards, reflecting the shape of the laser cut template.
Metal bending brake to create an upwards flap / wing to the metal skin
A difficultly experienced whilst bending the shape rose as the bend lines were not parallel with each other. As a result a bend in one line created an inverse bend in another, and an additional bend would at times negate and create buckling of a previous bend. However, it was found that the best and most effective option was to bend along the lines regardless and to use metal shaping techniques to smooth out unwanted bend lines and creases. By using a flat rubber mallet, unwanted bends and buckling was able to be plateaued. This was achieved by again placing the metal sheet upon two pieces of timber and hitting the metal to flatten any movements.
Hitting against timber pieces allowed flattening of sheet metal
Moreover, an unwanted effect of using the metal bending brake also created a slight movement to the profile of the central curve, with slight bucking and mashing of curvature. In order to reverse this, the metal sheet was hit against the edge of the timber pieces to redefine the edges of the curve, locking any movement of the shape. Furthermore, the metal sheet was hit over the end of the timber square in order to create a higher degree of bend to the side 'flaps', in order to match that of the laser cut template.
Edges were hit over edge of timber to bend inwards, matching object
In order to fashion the ends of the sheet to meet with the edges of the laser cut template and ultimately reduce the remaining gaps, the flat faces adjacent to the curves were hit against a flat anvil to provide a stretch to the sheet of aluminium. This would allow for more metal to be 'played with', allowing for slightly more movement and to reduce the rigidity of the shape.
Flat face hit against flat anvil to 'stretch' the surface of metal sheet
The process of metal shaping for this interdisciplinary object was relatively easier to fabricate due to its simple shape with not too many 'movements' in profile. The difficulty of this object rose from the central curve of the shovel shape, which was quite small and therefore has a higher degree of curvature with the space that is available. This skin was relatively close to that of the template, with the curves matching quite well. The difficulty to replicate this shape does not stem from the shovel's dimensions or overall profile, but due to the method in which shovels are manufactured. As shovel blades are heated, pressed in machinery and other equipment, it is quite difficult to replicate the shape of the shovel using metal shaping tools and processes which are mainly catered towards more curved and organic shapes.